Pharmazeutische Reinräume Ein Reinraum in der pharmazeutischen Industrie ist entscheidend für die Qualität und Sicherheit bei der Herstellung von Arzneimitteln und Medikamenten. Die Gestaltung des Reinraums und die Luftfiltration sind für die pharmazeutische Industrie von größter Bedeutung. Bei HUAAO wissen wir, dass die Reinraumgestaltung für Ihr Unternehmen unerlässlich ist. Diese Faktoren sind von höchster Wichtigkeit, um Verunreinigungen zu vermeiden und die Qualität von Arzneimitteln sicherzustellen.
In der pharmazeutischen Industrie sind zahlreiche Aspekte bezüglich der Reinraumgestaltung zu berücksichtigen. Die Konstruktion des Reinraums, die verwendeten Materialien sowie die Belüftung sind entscheidend, um eine sterile Umgebung zu schaffen. Von besonderer Bedeutung ist eine gute Belüftung mit Luftfiltersystemen, um die Luft zu reinigen und zu klären. Darüber hinaus sollte die Ausstattung leicht zu reinigen und zu desinfizieren sein, damit sich keine gefährlichen Partikel oder Keime ansammeln können.
Luftfilter sind entscheidend für die Schaffung von Reinräumen in der pharmazeutischen Industrie. HEPA-Filter sind der Standard für eine effektive Luftreinigung in Reinräumen und können Partikel von 0,3 Mikrometer und kleiner entfernen. Darüber hinaus können Ultra-Low-Particulate-Air- (ULPA-)Filter eingesetzt werden, um den Grad der Luftreinheit weiter zu erhöhen. Die Luftfiltrationsanlagen müssen gut gewartet und überwacht werden, um die Effizienz dieser Systeme sicherzustellen und eine Verschlechterung der Produktqualität zu vermeiden. Maximale Luftqualität: Mit hochwertigen Luftfiltersystemen können Pharmaunternehmen das bestmögliche Umfeld für eine saubere und qualitativ hochwertige Produktion aufrechterhalten.
Im pharmazeutischen Bereich sind Reinräume entscheidend für die Sicherheit und Qualität der Endprodukte. Reinräume sind Umgebungen, die nicht nur ästhetisch gestaltet sind, um ein sehr geringes Niveau an luftgetragenen Partikeln und Keimen sicherzustellen, sondern auch sterile Bedingungen für die pharmazeutische Produktion aufrechterhalten.

Mit dem technologischen Fortschritt hat sich auch der Reinraumbau weiterentwickelt, um den gestiegenen Anforderungen der pharmazeutischen Industrie gerecht zu werden. Eine der neueren Entwicklungen im Reinraumdesign ist der modulare Reinraum. Vorgefertigte modulare Reinräume können verpackt und leicht transportiert werden; dies erleichtert die einfache Montage und Demontage und bietet den Nutzern flexible Gestaltungsmöglichkeiten sowie eine schnelle Installation. Bei diesen Reinräumen handelt es sich um Anlagen mit hochentwickelten Filtersystemen und Überwachungsinstrumenten für eine kontrollierte Umgebung in der pharmazeutischen Produktion.

Pharmazeutische Reinräume unterliegen strengen Standards, um sicherzustellen, dass die hergestellten Produkte sicher und wirksam sind. Um diese Kriterien einzuhalten, einschließlich der guten Herstellungspraxis (GMP) und der Normen der Internationalen Organisation für Normung (ISO), stehen Spezifikationsstandards zur Verfügung, die Anforderungen an Planung, Betrieb und Wartung von Reinräumen enthalten. Wenn pharmazeutische Unternehmen diese Vorschriften befolgen, können die Qualität und Reinheit der Produkte gewährleistet und damit die Sicherheit der Verbraucher geschützt werden.
Es gibt viele Vorteile bei der Verwendung von modularen Reinräumen in der pharmazeutischen Produktion. Modulare Reinräume sind kosteneffizient. Der erste Punkt ist, dass modulare Reinräume kostengünstig sind, da sie gebaut werden können, ohne mehr Zeit und Ressourcen zu verschwenden als nötig, im Gegensatz zu herkömmlichen Reinräumen. Sie können Pharmaunternehmen sogar Geld sparen, ohne dabei Kompromisse bei der Qualität einzugehen. Außerdem lassen sie sich leicht an Ihre Anforderungen anpassen und individuell gestalten, wenn es um die Erweiterung oder Umgestaltung Ihrer Produktionsprozesse geht. Diese Vielseitigkeit macht modulare Reinräume zu einer hervorragenden Lösung für Pharmaunternehmen, die schnell auf sich verändernde Markttrends reagieren müssen.
Unsere Reinräume für die pharmazeutische Industrie werden nach den höchsten internationalen Qualitätsstandards hergestellt. Dies gewährleistet höchste Qualität und Zuverlässigkeit. Diese Hingabe an Exzellenz hat uns den Respekt sowohl ausländischer als auch heimischer Märkte eingebracht und unseren Ruf als verlässlicher Lieferant im Bereich Reinraummaterialien weiter gefestigt. Um die Qualität und Wirksamkeit unserer Produkte zu belegen, haben wir unsere Marktreichweite ausgeweitet und exportieren derzeit unsere Produkte in über 200 Länder weltweit. Unsere vielfältige Kundenbasis spiegelt unsere Fähigkeit wider, die Anforderungen verschiedener Branchen – von der Pharmazie bis zur Elektronik – zu erfüllen. Wir wenden strenge Qualitätskontrollen sowie branchenübliche Standards an, um die Einhaltung internationaler Normen sicherzustellen; darüber hinaus übertreffen wir jedoch regelmäßig die Erwartungen unserer Kunden. Unsere globale Präsenz ermöglicht es uns, zur Weiterentwicklung der Reinraumtechnologie beizutragen und unsere Kunden dabei zu unterstützen, die strengsten Hygiene- und Sicherheitsstandards in ihren Betrieben einzuhalten.
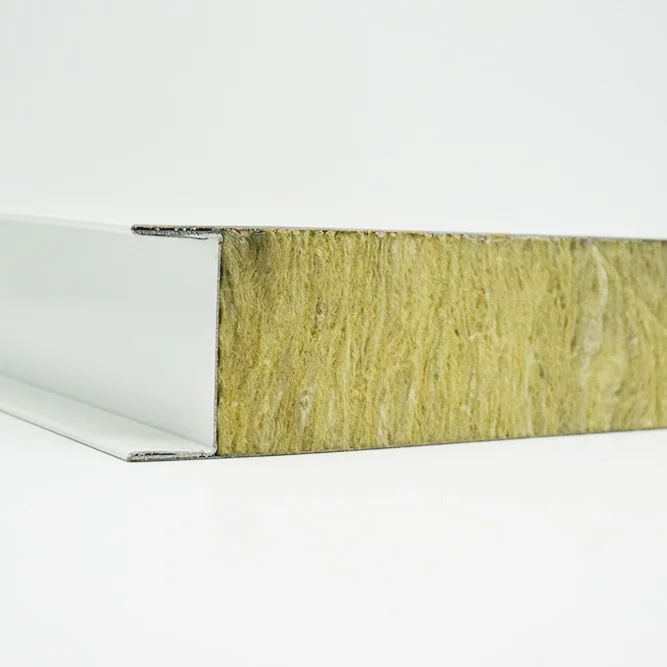
Clean Room in der pharmazeutischen Industrie ist ein national anerkanntes High-Tech-Unternehmen, das sich auf die Herstellung innovativer Reinraum-Materialien für Wartungszwecke spezialisiert hat. Wir setzen uns für Qualität und Innovation ein und bieten ein breites Sortiment an Produkten, die den strengen Anforderungen von Reinräumen entsprechen. Reinraum-Sandwichplatten sind für eine maximale Isolierung erhältlich; speziell entwickelte Fenster und Türen gewährleisten einen sicheren Zugang. Aluminiumprofile stehen für eine robuste Rahmenkonstruktion zur Verfügung. Der Bodenbelag unserer Reinräume besteht aus strapazierfähigem PVC. Außerdem bieten wir verschiedene Werkzeuge an, um die Effizienz des Arbeitsablaufs zu steigern. Unsere Produkte werden in einer Vielzahl von Branchen eingesetzt, beispielsweise in Krankenhäusern, pharmazeutischen Produktionsstätten und Laboren. Wir unterstützen zudem die Elektronik-, Neue-Energie- sowie Lebensmittel- und Getränkeindustrie.
Huaao Clean Technology Group, ein internationaler Marktführer im Bereich Reinraummaterialien, betreibt sechs moderne Fabriken auf einer Gesamtfläche von 250.000 Quadratmetern. Unser engagiertes Team aus über Reinraumspezialisten für die pharmazeutische Industrie bietet Kunden weltweit Service in höchster Qualität. Mit einem Jahresumsatz von einer Milliarde RMB befinden wir uns an der Spitze der Branche – ein Beleg für unsere starke operative Leistungsfähigkeit und die hohe Nachfrage unserer Kunden nach unseren Dienstleistungen. Unser Engagement für eine „intelligente“ Fertigung ist zentral für unser Ziel, in China das umfassendste modulare Reinraum-All-in-One-System anzubieten. Der Einsatz modernster Technologien steigert sowohl die Effizienz der Fertigung als auch die Produktqualität. Während wir unser Leistungsangebot kontinuierlich erweitern, bleibt Huaao weiterhin fest entschlossen, maßgeschneiderte Lösungen bereitzustellen, die die Sicherheit und Effizienz unserer Kunden in unterschiedlichsten Branchen unterstützen.
Die Huaao Clean Technology Group verfügt über mehrere Produktionslinien und importierte Ausrüstung, die eine Reinraumumgebung für die pharmazeutische Industrie sowie hochwertige Reinraumprodukte gewährleisten. In unserer Unternehmensphilosophie fördern wir Ehrlichkeit, Integrität und Zusammenarbeit, da diese Werte entscheidend sind, um ein harmonisches Arbeitsumfeld zu schaffen und das organisatorische Wachstum voranzutreiben. Wir konzentrieren uns darauf, Reinraumplatten, Aluminiummaterialien sowie Türen und Fenster „intelligent“ herzustellen, um Chinas modulares Gehäusesystem zu unterstützen. Durch den Einsatz modernster Technologien steigern wir die Wirksamkeit und Leistungsfähigkeit unserer Lösungen. Wir verpflichten uns, erstklassige, maßgeschneiderte Lösungen anzubieten, die die Anforderungen unserer Kunden erfüllen, sowie den Fortschritt der Reinraumtechnologie voranzutreiben.
 EN
EN
 AR
AR
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 ES
ES
 RU
RU
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 TH
TH
 HU
HU
 TR
TR
 MS
MS
 LA
LA
 BN
BN
 MN
MN
 MY
MY
 UZ
UZ
 KK
KK